E-mail: admin@saifutd.com Tel: 86-13598853789
E-mail: admin@saifutd.com Tel: 86-13598853789
news
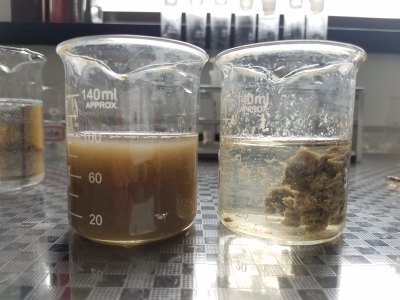
Recently, several slaughterhouses reported that while flocculation in the dissolved air flotation (DAF) stage was effective, the flocs themselves failed to float within the DAF units. On-site investigations revealed that the primary cause of this simultaneous operational anomaly was the rise in ambient temperatures during the spring—a typical and common issue encountered in the slaughterhouse industry's DAF operations during this season.
I. Case Background: Simultaneous Anomalies Across Multiple Plants; Rejection of Chemical-Related Factors
In a specific region, two to three slaughterhouses—all utilizing a "PAC + PAM Flocculation + DAF Separation" process—had previously operated with stability. However, entering the March-to-April period, each plant successively encountered the same anomaly: despite unchanged chemical dosages and product types, and with floc formation proceeding normally, the flocs within the DAF units failed to float; instead, some remained suspended while others settled to the bottom, resulting in fluctuations in effluent water quality. Preliminary troubleshooting ruled out issues related to chemical agents or mixing mechanisms, thereby pinpointing seasonal factors as the core underlying cause.
II. Core Cause: Rising Spring Temperatures Lead to Diminished Flotation Capacity
Dissolved air flotation relies on the effective binding of "flocs + micro-bubbles." During the March-to-April period, rising ambient temperatures undermine flotation capacity in two key ways:
(I) Rising Water Temperatures Lead to a Sharp Decline in Dissolved Air Content
The solubility of air in water is inversely proportional to water temperature. During the winter (5–10°C), dissolved air levels are sufficient, producing dense, fine micro-bubbles capable of effectively lifting the flocs. However, in the spring (15–25°C), dissolved air levels drop significantly; if operational parameters are not adjusted accordingly, the resulting micro-bubbles become insufficient in quantity and coarser in size, thereby weakening their buoyant lifting force and preventing the flocs from rising.
(II) Water Quality Becomes "Heavier," Exacerbating Lifting Challenges
Rising spring temperatures intensify the emulsification of animal fats and greases, which then encapsulate the flocs and increase their density. Simultaneously, as slaughter volumes typically rise steadily during this period, the concentrations of blood proteins and suspended solids in the wastewater increase, resulting in heavier flocs. The combined effect of insufficient buoyancy and increased floc weight disrupts the delicate equilibrium required for effective flotation.
(III) The Key to the Simultaneous Nature of the Anomalies Across Multiple Plants
Since the rise in ambient temperature occurs simultaneously across the entire region, the DAF units at all affected plants cross a critical water-temperature threshold at roughly the same time. Furthermore, given the synchronized nature of production schedules and raw material supplies within the slaughterhouse industry, the resulting changes in wastewater quality are consistent across all facilities, leading to a concentrated, simultaneous outbreak of operational anomalies.
III. Rapid Verification: 3 Steps to Identify Seasonal Anomalies
1. **Observe Temporal Patterns:** If flotation performance improves when water temperatures are low in the morning, but anomalies worsen when temperatures rise in the afternoon, this indicates that water temperature is the influencing factor.
2. **Dissolved Air Water Test:** After flocculation, introduce the dissolved air water stream. If the flocs immediately float to the surface, it indicates an anomaly within the dissolved air system itself; if they fail to float, it indicates an insufficient quantity of air bubbles.
3. **Parameter Troubleshooting:** If the pressure in the dissolved air tank is within the normal range (0.3–0.45 MPa) yet the volume of bubbles is low, there is a high probability that the water temperature is causing a reduction in dissolved air capacity.
IV. Solutions: Simple Adjustments for Recovery
There is no need to alter the process flow or switch chemical reagents; simple parameter adjustments are sufficient to resolve the issue. Specific measures are as follows:
(I) **Increase Dissolved Air Pressure**
Adjust the pressure in the dissolved air tank from 0.3 MPa to 0.35–0.45 MPa to compensate for the insufficient dissolved air volume. Note: the pressure should not be set excessively high.
(II) **Increase the Recycle Ratio**
Adjust the dissolved air water recycle ratio from 15%–20% to 20%–25% to increase the total volume of air bubbles. Simultaneously, inspect the operating status of the recycle pump.
(III) **Clean the Air Releaser**
Disassemble and clean the air releaser weekly to remove grease and impurities, thereby ensuring that the micro-bubbles generated are uniform and dense.
(IV) **Fine-tune Chemical Dosage**
Increase the dosage of PAC or PAM by 10%–15% to optimize flocculation performance, ensuring that the chemicals are fully dissolved.
(V) **Enhance Sludge Scraping and Liquid Level Control**
Perform sludge scraping once every 30–60 minutes to stabilize the liquid level within the air flotation tank and prevent the accumulation of surface scum or disruptions to the water flow.
V. Summary and Reminders
The root cause of this type of anomaly is essentially an insufficient dissolved air volume resulting from seasonal fluctuations in water temperature. By focusing on the core principles—"replenishing dissolved air," "optimizing bubble quality," and "adapting to water quality"—the system can be quickly restored to normal operation through parameter adjustments. Slaughterhouses are reminded to intensify parameter monitoring during the spring season, perform regular equipment maintenance, and proactively address anticipated changes in water temperature and quality. If anomalies persist after implementing these adjustments, further detailed troubleshooting of the equipment should be conducted to formulate a precise, targeted solution.

Recently, several slaughterhouses reported that while flocculation in the dissolved air flotation (DAF) stage was effective, the flocs themselves failed to float within the DAF units. On-site investigations revealed that the primary cause of this simultaneous operational anomaly was the rise in ambi
Introduction to papermaking wastewater and common treatment methodsCharacteristics of papermaking wastewater:Papermaking wastewater is very harmful, among which black water is the most harmful. The pollutants it contains account for more than 90% of the total pollution emissions from the papermaking